EN![]() 15971920282
15971920282
EN![]() 15971920282
15971920282

企业名称:湖北华特专用设备有限公司
电话/微信: 159-7192-0282晏经理
邮箱:2579476334@qq.com
电话/传真:0722-3309377
地址:湖北省随州市曾都区世纪大道5号
网址:www.htzysb.com
洒水车水泵冻了怎么办?
现在正值寒冷冬季,刚下过一场雪。环卫车洒水车水泵经常出现冻裂现象是一个重要的
问题。尤其北方的冬季气温较低,如果忘记排除水泵中的水的情况下洒水车水泵冻裂了厂家
是不会包赔的!

洒水车水泵冻住了分为:洒水车水泵冻了但未冻裂壳体、洒水车水泵壳体冻裂漏水无法
使用、洒水车水泵壳体及内部配件冻裂。
今天我们主要讲一讲洒水车水泵壳体冻裂的修补方法,洒水车的水泵被冻裂漏水,无法
继续使用,采用CO2气体保护焊修复,会收到满意的效果。
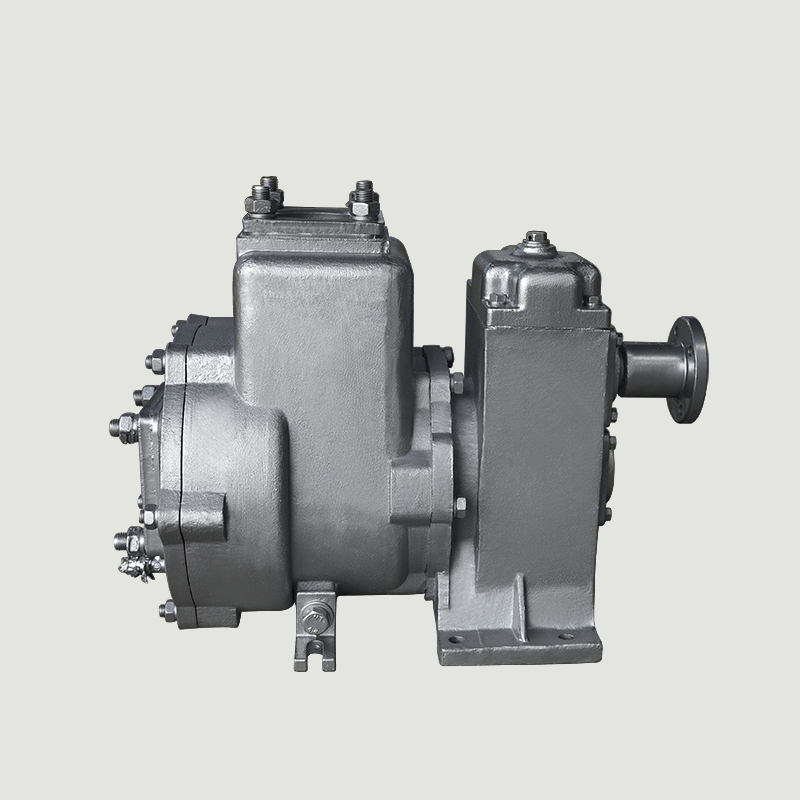
洒水车水泵壳体采用HT-200优质灰铸铁制成,由于灰铸铁具有塑性差机械强度低, 从
液态转变为固态的过程极快,对冷却速度非常敏感等特性,可焊性较差;采用 CO2气体保护
焊,选用H08Mn2SiA焊丝,焊丝中的 C、Si 等合金元素有利于促进石墨化过程, 从而防止
白口组织的产生, 焊丝表面镀铜,则更有利防止白口,因为铜也是促进石墨化的有益元素。
此外选用合适的焊接工艺参数也可防止裂纹;采用 H08Mn2SiA焊丝,电流76~85A焊
接电压 18~20V,焊速 10~ 12m/h,气体流量 15L/min,焊缝主要为托氏体,外加少量马
氏体,
焊缝碳含量较少,仅为 0.32%~0.5%。
此工艺参数保证电弧燃烧的稳定性,使母材熔合良好,还有利于减小母材熔深,降低焊
缝含碳量, 短路过渡过程热输入少,从而可降低焊接应力,产生裂纹的倾向小;采用合理的
工艺措施,如分段退焊、焊后锤击等可防止裂纹产生。
通过以上分析,CO2气体保护焊焊修洒水车水泵壳体裂纹是可行的。
1、焊前准备用氧乙炔焰将缺陷处的油漆等污物烧净, 烧至不冒烟为止, 要控制加热温度,
以免温度过高引起裂纹。然后用砂布、钢丝刷等清理缺陷部 位,再用丙酮等溶剂清洗油污,
并用角向磨光机加工待焊部位,使之露出金属光泽。 仔细观察裂纹的起止处。 可在水泵体
裂纹处内侧涂上煤油, 外涂石灰 水,待石灰水干后,用放大镜找到裂纹起止处,在裂纹两
头 3~5mm 处各打1个Φ5~8mm的止裂孔,防止补焊时裂纹向外扩展。 接下来用角向磨
光机或扁铲加工出 V形坡口,坡口底部要修磨成圆弧。

2、施焊:先用氧乙炔焰对裂纹处稍作预热,温度达到 60℃左右,然后从裂纹 止裂孔处起焊,
采用分段退焊法,每次焊修的焊缝长不超过 15mm, 电弧熄灭后, 马上用圆头小锤快速锤击
焊缝, 使焊缝金属产生塑性变形,焊缝表面出现麻坑,从而松弛焊补区应力,避免裂纹产生。
待焊 缝冷却到 50~60℃时,再焊下一道。并注意检查,发现裂纹等缺陷 应及时清除,直至裂
纹焊完,最后焊补止裂孔。
洒水车水泵严重冻裂无法修补或者不想修补的可以让洒水车水泵厂家发洒水车水泵壳体。
 在线咨询
在线咨询